
ปืนเชื่อมเลเซอร์แบบมือถือ SUP 21S



ปืนเชื่อมเลเซอร์แบบมือถือ SUP 21S,
,
ปลอดภัย.- ปลอดภัย
การวิจัยและพัฒนาระบบตรวจจับความปลอดภัยอิสระ ตั้งค่าสัญญาณเตือนภัย ความปลอดภัย และเสถียรภาพจำนวนหนึ่ง
ประหยัดเวลา – มีประสิทธิภาพและสะดวก
กระจกโฟกัส, ลิ้นชักกระจกป้องกัน, เปลี่ยนได้สะดวก
ความสว่าง - ความสว่างช่วยลดภาระ
ขนาดที่เล็กลง น้ำหนักเบา การทำงานที่ยืดหยุ่น ใช้งานง่าย
คุณภาพ – การเชื่อมที่สวยงาม – ประสิทธิภาพที่มั่นคง
ความแข็งแรงในการเชื่อมสูง การเสียรูปเล็กน้อย ความลึกของการหลอมสูง
ประสิทธิภาพ – คุณสมบัติหลายอย่าง
รองรับการเชื่อมต่อเนื่องแบบมือถือ, การเชื่อมเฉพาะจุด, การทำความสะอาด, การตัด, “มือ” “ตั้งแต่” – ตัวถัง, การอนุญาตรหัสผ่าน
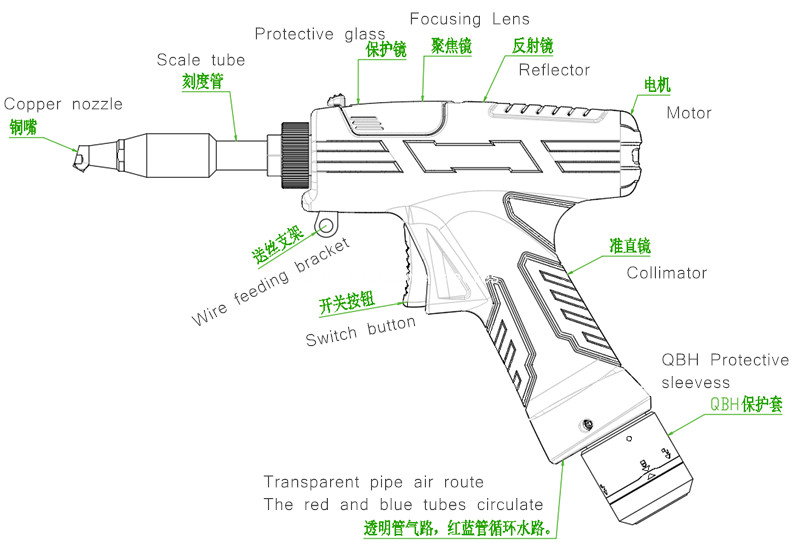
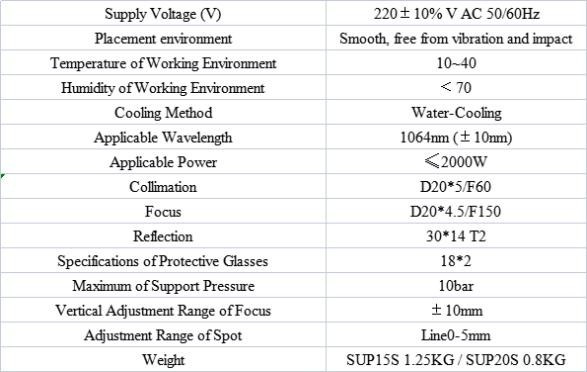
Super Welding Head เป็นหัวตัดการเชื่อมแบบมือถือที่เปิดตัวในปี 2019 ผลิตภัณฑ์นี้ครอบคลุมถึงปืนเชื่อมแบบมือถือและระบบควบคุมที่พัฒนาขึ้นเอง และติดตั้งสัญญาณเตือนความปลอดภัยหลายรายการ รวมถึงการตั้งค่าพลังงานและการปิดไฟอย่างปลอดภัยแบบแอคทีฟผลิตภัณฑ์นี้สามารถปรับให้เข้ากับเลเซอร์ไฟเบอร์หลายยี่ห้อการออกแบบออปติคัลและการระบายความร้อนด้วยน้ำที่ได้รับการปรับปรุงให้เหมาะสมช่วยให้หัวเลเซอร์ทำงานได้อย่างเสถียรเป็นเวลานานภายใต้ 3000W
1) ตรวจสอบให้แน่ใจว่ามีการต่อสายดินที่เชื่อถือได้ก่อนจ่ายไฟ
2) หัวเลเซอร์เอาต์พุตเชื่อมต่อกับหัวเชื่อมโปรดตรวจสอบหัวเลเซอร์เอาท์พุตอย่างระมัดระวังเมื่อใช้งานเพื่อป้องกันฝุ่นหรือมลภาวะอื่นๆเมื่อทำความสะอาดหัวเลเซอร์เอาท์พุต โปรดใช้กระดาษเลนส์พิเศษ
3)หากไม่ได้ใช้อุปกรณ์ตามวิธีการที่ระบุไว้ในคู่มือนี้อาจอยู่ในสภาพการทำงานที่ผิดปกติและทำให้เกิดความเสียหายได้
4) เมื่อเปลี่ยนเลนส์ป้องกัน โปรดตรวจสอบให้แน่ใจว่าได้ปกป้องเลนส์แล้ว
5) โปรดทราบ: เมื่อใช้เป็นครั้งแรก เมื่อแสงสีแดงไม่สามารถออกมาจากปากทองแดงได้ ต้องแน่ใจว่าไม่ปล่อยแสง
รายละเอียดการจัดส่งพัสดุ
รายละเอียดการจัดส่งแพ็คเกจหัวเชื่อมแบบมือถือ
★ ชั้นแรก
หัวเชื่อม SUP20S 1 ชิ้น
ระบบ 1 ชุด
สายเคเบิลระบบมาตรฐาน 10ม
★ ชั้นที่สอง
หัวดูดทองแดง 7 ชิ้น หัวตัด 1 ชิ้น
ท่อสเกล 1 ชิ้น
เลนส์ป้องกัน 10 ชิ้น
แคลมป์ยึดพื้น 1 ชิ้น
สายเชื่อมต่อหน้าจอ 1 ม
หัวเข็มขัดหน้าจอแสดงผล 1 ชุด
ชั้นที่สาม
หน้าจอแสดงผล 1 ชิ้น
สวิตช์เวอร์ 2 ชิ้น
คำจำกัดความของการเดินสายคอนโทรลเลอร์
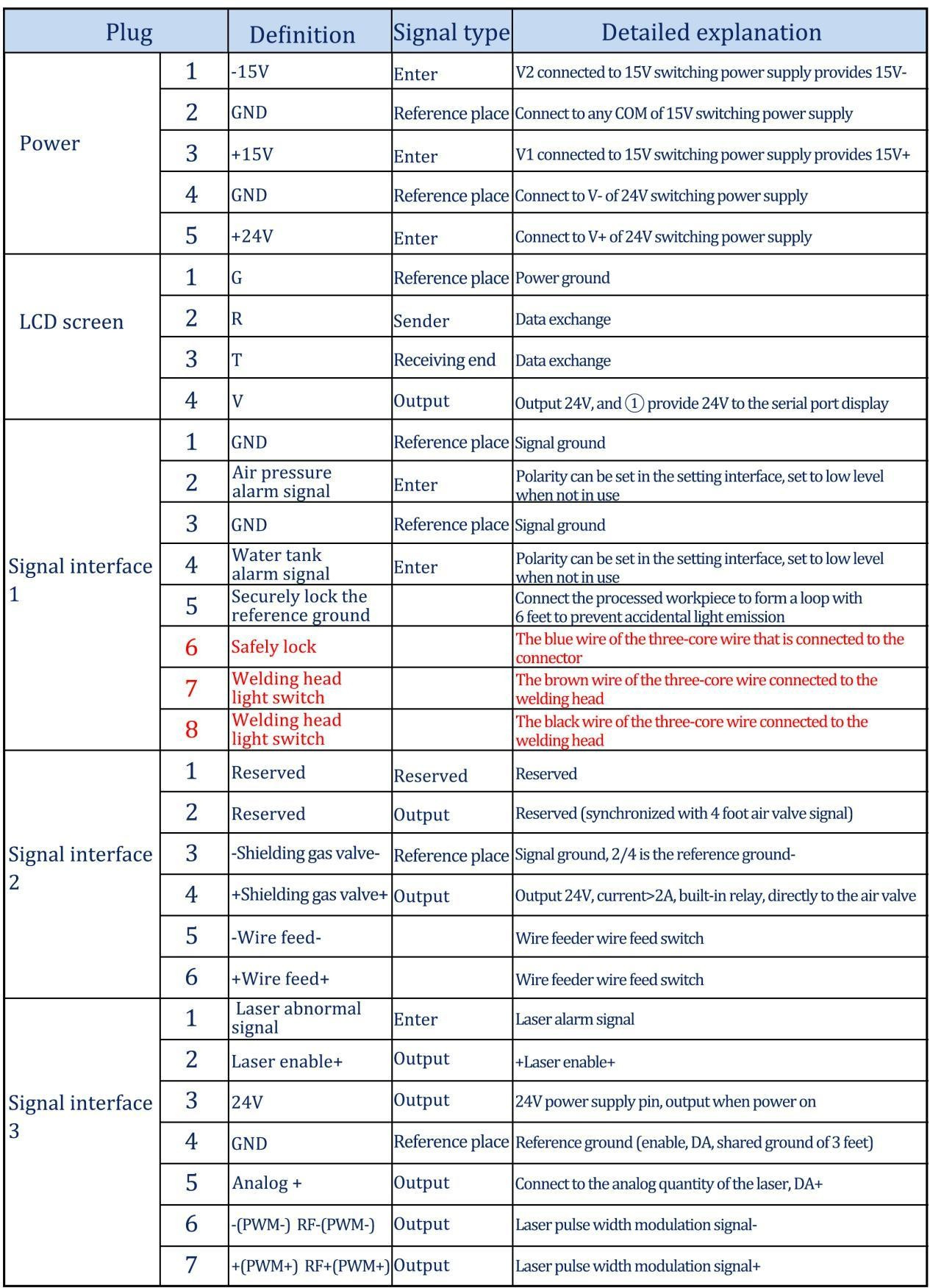
ขั้วต่อแหล่งจ่ายไฟของคอนโทรลเลอร์
แหล่งจ่ายไฟใช้อินเทอร์เฟซ 5P และใช้แหล่งจ่ายไฟสลับ 24V และแหล่งจ่ายไฟสลับ 15V ที่ให้มาสำหรับแหล่งจ่ายไฟ
โปรดทราบว่าแหล่งจ่ายไฟแบบสวิตช์ 15V จะแยกขั้วบวกและขั้วลบ V1 เชื่อมต่อกับ 15V+, V2 เชื่อมต่อกับ 15V- และ COM ใด ๆ บนแหล่งจ่ายไฟแบบสวิตช์ 15V เชื่อมต่อกับขา 2 GND!
โปรดทราบว่าแหล่งจ่ายไฟแบบสวิตชิ่งจะต้องต่อสายดิน!
คอนโทรลเลอร์ LCD24/5000
สายเคเบิล LCD จัดส่งมาพร้อมกับอุปกรณ์และสามารถเชื่อมต่อได้โดยตรงดูรูปด้านบนสำหรับคำจำกัดความเฉพาะ
คอนโทรลเลอร์ LCD24/5000
สายเคเบิล LCD จัดส่งมาพร้อมกับอุปกรณ์และสามารถเชื่อมต่อได้โดยตรงดูรูปด้านบนสำหรับคำจำกัดความเฉพาะ
อินเทอร์เฟซสัญญาณคอนโทรลเลอร์ 1
1/2Pin คืออินพุตสัญญาณเตือนความดันอากาศ หากคุณต้องการเปิดใช้งาน (จำเป็นต้องเดินสายไฟ) โปรดตั้งค่าระดับสัญญาณเตือนความดันอากาศในพื้นหลังให้สูง ไม่เช่นนั้นจะต่ำ
พิน 3/④ คืออินพุตสัญญาณเตือนถังเก็บน้ำหากคุณต้องการเปิดใช้งาน (จำเป็นต้องเดินสายไฟ) โปรดตั้งค่าระดับการแจ้งเตือนแรงดันอากาศในพื้นหลังให้สูง ไม่เช่นนั้นก็จะต่ำ
⑤หมายเลขพินเป็นกราวด์อ้างอิงสำหรับล็อคกราวด์เพื่อความปลอดภัย และเชื่อมต่อโดยตรงกับชิ้นงานที่กำลังประมวลผลด้วยลวด
⑥ หมายเลขพินคือล็อคกราวด์ความปลอดภัยของหัวเชื่อมซึ่งเชื่อมต่อกับลวดสีน้ำเงินของลวดสามแกนเมื่อหัวเชื่อมสัมผัสกับชิ้นงานล็อคนิรภัยจะเปิดอยู่ในขณะนี้
⑦หมายเลขพินคือสวิตช์ของหัวเชื่อมที่เชื่อมต่อกับลวดสีน้ำตาลของลวดสามแกน
⑧หมายเลขพินคือสวิตช์ไฟของหัวเชื่อมที่เชื่อมต่อกับลวดสีดำของสายไฟสามแกน เมื่อดึงไกปืน ปุ่มทริกเกอร์จะเปิดอยู่
โปรดทราบว่าเฉพาะเมื่อไม่มีสัญญาณเตือน และสัญญาณของล็อคตู้นิรภัยและปุ่มทริกเกอร์เปิดอยู่ สัญญาณเอาท์พุตของพอร์ตถัดไปจะถูกส่งออกไป
อินเทอร์เฟซสัญญาณคอนโทรลเลอร์ 2
อินเทอร์เฟซสัญญาณปลายด้านที่ 2 ใช้อินเทอร์เฟซ 6P และวาล์วอากาศเกี่ยวข้องกับการป้อนลวด
1. เท้าที่สงวนไว้
2.สงวนฟุต (ซิงโครไนซ์กับสัญญาณ 4 พิน)
3/④เท้าคือเอาต์พุตวาล์ว 24V เชื่อมต่อกับวาล์ว
⑤/⑥พินคือสายสัญญาณของตัวป้อนลวด ซึ่งเป็นพอร์ตสัญญาณของตัวป้อนลวด โดยไม่คำนึงถึงค่าบวกหรือลบ
อินเทอร์เฟซสัญญาณคอนโทรลเลอร์ 3
①Pin คืออินพุตสัญญาณเตือนเลเซอร์ + หากคุณต้องการเปิดใช้งาน โปรดตั้งค่าระดับสัญญาณเตือนความดันอากาศให้สูงในพื้นหลัง
②Pin คือ Enable+ เชื่อมต่อกับ Laser Enable+
pin พินเป็นเอาต์พุต 24V เอาต์พุตโดยตรง 24V + หลังจากเปิดเครื่อง
④หมายเลขสัตว์เลี้ยงเป็นพื้นทั่วไป (พื้นอ้างอิงสำหรับเท้า 1/2/3/5)
⑤หมายเลขพินคือปริมาณแอนะล็อก + เอาต์พุต ปริมาณแอนะล็อกจะได้รับ
⑥พินเป็นสัญญาณมอดูเลตแบบ PWM
⑦หมายเลขพินคือสัญญาณมอดูเลชั่น PWM+
แผนภาพการเดินสายไฟของคอนโทรลเลอร์
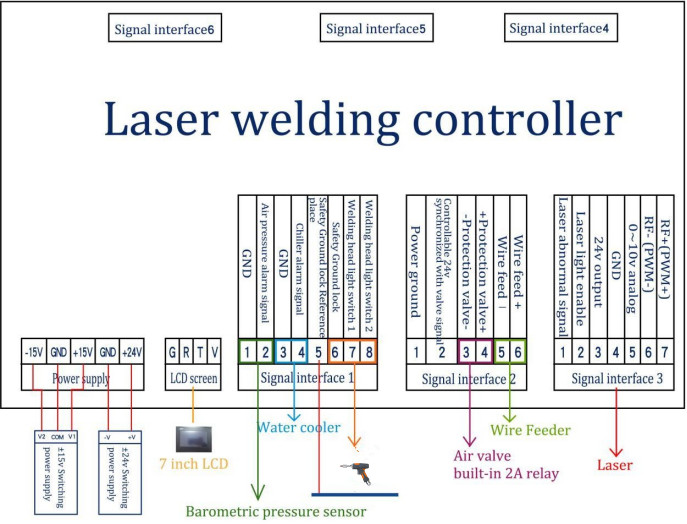
หมายเหตุ: ขั้วต่อ COM ของแหล่งจ่ายไฟแบบสวิตชิ่ง ±15V และขั้วต่อ -V (0V) ของแหล่งจ่ายไฟแบบสวิตชิ่ง +24V ต้องเชื่อมต่อกับ GND และเชื่อมต่อกับชิ้นงานอย่างสมบูรณ์ในเวลาเดียวกันเปลือกของแหล่งจ่ายไฟแบบสวิตชิ่งต้องเชื่อมต่อกับกราวด์ มิฉะนั้น อาจเกิดสัญญาณเตือนล็อคกราวด์เพื่อความปลอดภัย และจะไม่มีแสงส่องออกมา
อินเตอร์เฟซอินพุตแสง
หัวเชื่อม SUP เหมาะสำหรับเครื่องกำเนิดเลเซอร์อุตสาหกรรมส่วนใหญ่ตัวเชื่อมต่อไฟเบอร์ออปติกที่ใช้กันทั่วไป ได้แก่ IPG, Ruike, Chuangxin, Fibo, ท็อตแนม, Jept, Kaplin ฯลฯ เลนส์ต้องได้รับการดูแลให้สะอาดและต้องกำจัดฝุ่นทั้งหมดออกก่อนใช้งาน
เมื่อใส่ไฟเบอร์ ต้องหมุนหัวตัด 90 องศาเพื่อให้เป็นแนวนอน จากนั้นใช้ไฟเบอร์เพื่อป้องกันไม่ให้ฝุ่นตกเข้าไปในส่วนต่อประสาน
วิธีการติดตั้ง (แอปเพล็ต)
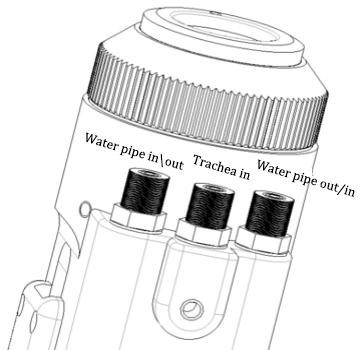
ป้องกันก๊าซและน้ำเย็นอินเตอร์เฟซ
สามารถติดตั้งส่วนต่อท่อน้ำและท่ออากาศได้ด้วยท่อที่มีเส้นผ่านศูนย์กลางภายนอก 6 มม. และเส้นผ่านศูนย์กลางภายใน 4 มม.ทางเดินอากาศเข้ามาตรงกลาง และทั้งสองด้านคือท่อน้ำเข้าและท่อทางออก (โดยไม่คำนึงถึงทิศทางของทางเข้าและทางออก) , ดังที่แสดงด้านล่าง:
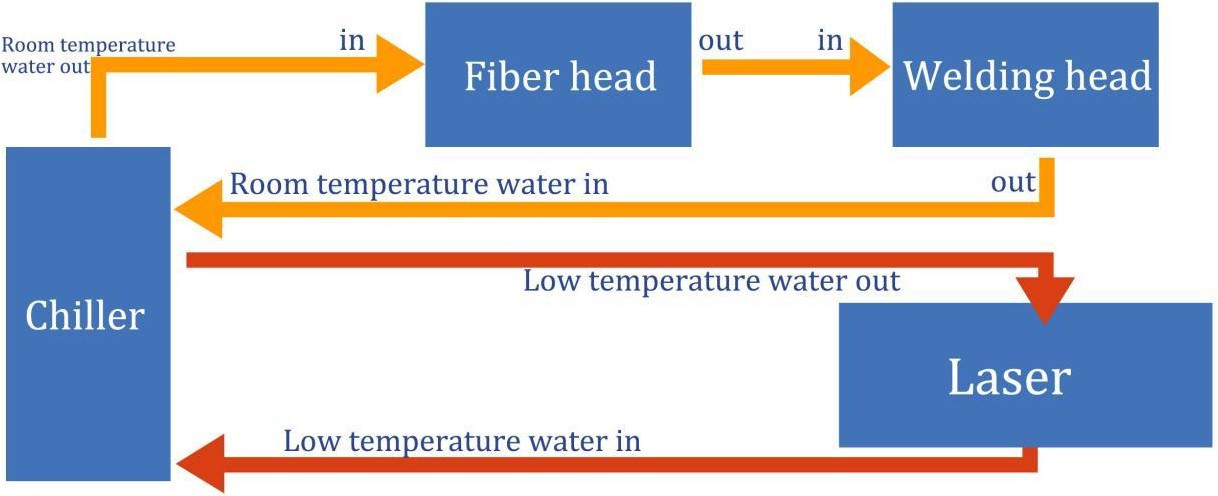
ระบบหล่อเย็นแบ่งออกเป็นส่วนวงจรน้ำของหัวเชื่อมและส่วนวงจรน้ำของหัวไฟเบอร์ออปติกซึ่งเชื่อมต่อแบบอนุกรมดังแสดงในรูปด้านล่าง:
อินเตอร์เฟซการเชื่อมต่อปืนเชื่อมและกล่องควบคุม
ปืนเชื่อมและกล่องควบคุมใช้สายไฟสามเส้นในการเชื่อมต่อ ได้แก่ สายไฟมอเตอร์แบบสองแกน สายสัญญาณมอเตอร์แบบห้าแกน ล็อคกราวด์เพื่อความปลอดภัยแบบสามแกน และสายปุ่มทริกเกอร์
สายกำลังมอเตอร์/สัญญาณ (สายสีดำสองเส้น) เชื่อมต่อโดยตรงกับส่วนมอเตอร์ของหัวเชื่อมและสามารถถอดประกอบได้ (มีให้เลือกสองแบบ:1. เปิดฝาครอบมอเตอร์และแผ่นด้านข้างของปืนเชื่อมแบบมือถือ 2. เปิด กล่องควบคุมทั้งหมดเป็นปลั๊ก)
ใช้ลวดสามแกนล็อคและทริกเกอร์อย่างปลอดภัย ปลั๊กการบินแบบถอดได้: สายล็อคและปุ่มอย่างปลอดภัย โดย 1 เป็นสีน้ำเงิน 2 เป็นสีดำ และ 3 เป็นสีน้ำตาล (เชื่อมต่อกับพิน 6/7/8 ของอินเทอร์เฟซสัญญาณ 1 ดู คำจำกัดความการเดินสายไฟของกล่องควบคุมด้านบนเพื่อดูรายละเอียด)
การติดตั้งเครื่องป้อนลวด
ปลั๊กทางอากาศแบบสองคอร์ที่ส่วนท้ายของตัวป้อนลวดเชื่อมต่อกับพิน 5/6 ของอินเทอร์เฟซสัญญาณ 2 โปรดดูวิธีการติดตั้งเฉพาะต่อไปนี้
คลิก: คำแนะนำในการติดตั้งเครื่องป้อนลวด (แอปเพล็ต)
แผงควบคุมและคู่มือการใช้งาน (ต่อไปนี้คือเวอร์ชัน V3.3)
สรุปการดำเนินงานและคู่มือการใช้งาน
แผงควบคุมการทำงานของ SUP series ส่วนใหญ่ประกอบด้วยหน้าจอสัมผัสและกล่องควบคุม
แตะที่หน้าหลัก กระบวนการ การตั้งค่า และการตรวจสอบอินเทอร์เฟซการทำงาน
หน้าจอหลักการทำงานของหน้าจอสัมผัส
①ในอินเทอร์เฟซนี้ คุณสามารถดูพารามิเตอร์กระบวนการปัจจุบันและข้อมูลการแจ้งเตือนแบบทันทีได้
2) เลเซอร์ถูกเปิดใช้งานและไฟแสดงสถานะสีแดงจะติดเมื่อเปิดเครื่อง
3. ล็อคนิรภัยมักจะเป็นสีเทา และเมื่อหัวเชื่อมสัมผัสกับชิ้นงาน จะกลายเป็นสีเขียวและสามารถแปรรูปได้
④ การเลือกโหมดการเชื่อม ค่าเริ่มต้นคือต่อเนื่องเมื่อตั้งค่าเป็นการเชื่อมแบบจุด จะสามารถปล่อยแสงเป็นระยะๆ สำหรับการเชื่อมแบบจุด ซึ่งสะดวกสำหรับการควบคุมเวลาในการเชื่อมแบบจุดเนื่องจากข้อผิดพลาดของมนุษย์ฟังก์ชั่นนี้จำเป็นต้องตั้งค่าตามต้องการ (เวอร์ชั่น V3.3 เป็นฟังก์ชั่นด้านบน)
หน้าจอหลักของการดำเนินการกระบวนการ
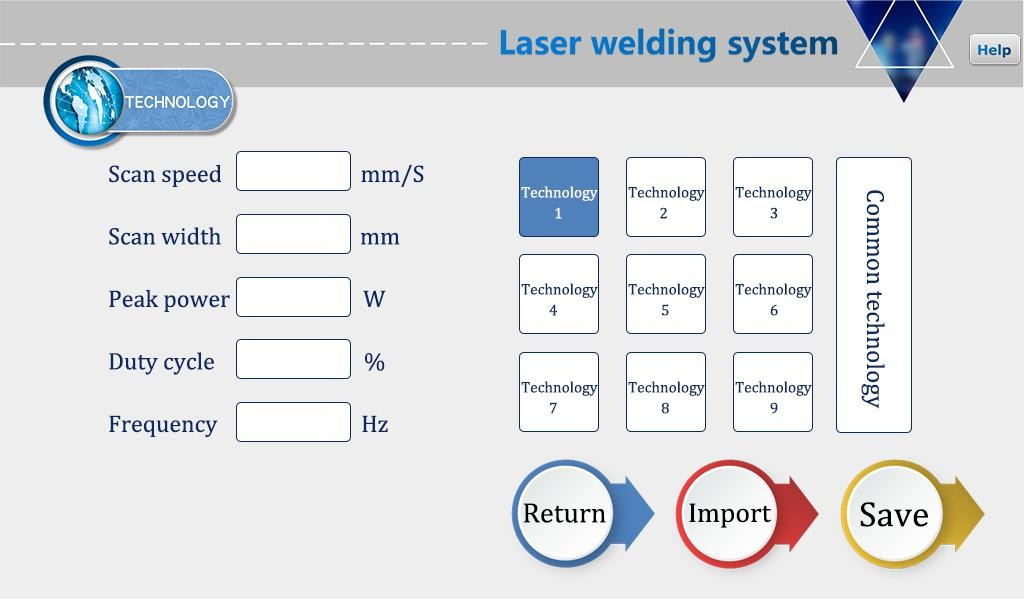
interface อินเทอร์เฟซกระบวนการประกอบด้วยพารามิเตอร์กระบวนการสำหรับการดีบัก ซึ่งสามารถแก้ไขได้โดยการคลิกที่กล่องหลังจากการปรับเปลี่ยนเสร็จสมบูรณ์ คลิกตกลง จากนั้นบันทึกในกระบวนการทางลัดเมื่อใช้งานให้คลิกนำเข้า (แก้ไข-บันทึก-นำเข้า)
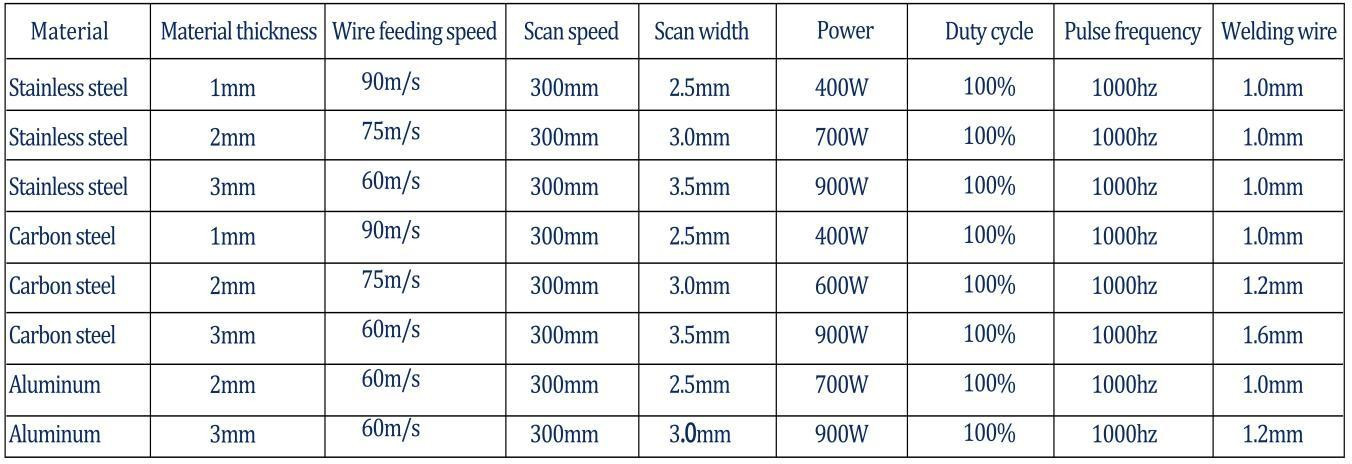
range ช่วงความเร็วในการสแกนคือ 2-6000 มม./วินาที และช่วงความกว้างการสแกนคือ 0^5 มม.ความเร็วในการสแกนถูกจำกัดด้วยความกว้างในการสแกนความสัมพันธ์แบบจำกัดคือ: 10≤ความเร็วในการสแกน/(ความกว้างการสแกน*2) ≤1000 หากเกินขีดจำกัด มันจะกลายเป็นค่าขีดจำกัดโดยอัตโนมัติเมื่อตั้งค่าความกว้างการสแกนเป็น 0 จะไม่สแกน (เช่น แหล่งกำเนิดแสงแบบจุด) (ความเร็วการสแกนที่ใช้บ่อยที่สุด: 300 มม./วินาที ความกว้าง 2.5 มม.)
3.กำลังสูงสุดต้องน้อยกว่าหรือเท่ากับกำลังเลเซอร์บนหน้าพารามิเตอร์ (เช่น กำลังเลเซอร์คือ 1000W จากนั้นค่าจะต้องไม่สูงกว่า
1,000)
④Duty อัตราอัตราส่วน 0~100 (ค่าเริ่มต้น 100 โดยปกติไม่จำเป็นต้องเปลี่ยน)
⑤ช่วงความถี่พัลส์ที่แนะนำคือ 5-5000Hz (ค่าเริ่มต้นคือ 2000 โดยปกติแล้วไม่จำเป็นต้องเปลี่ยน)
⑥คลิกปุ่มช่วยเหลือที่มุมขวาบนเพื่อรับคำอธิบายพารามิเตอร์ที่เกี่ยวข้องเพิ่มเติม
การอ้างอิงกระบวนการ (ขึ้นอยู่กับเงื่อนไขจริง ข้อมูลต่อไปนี้ใช้สำหรับการอ้างอิงเท่านั้น)
ตั้งค่าหน้าจอหลักการทำงาน
รหัสผ่าน 123456
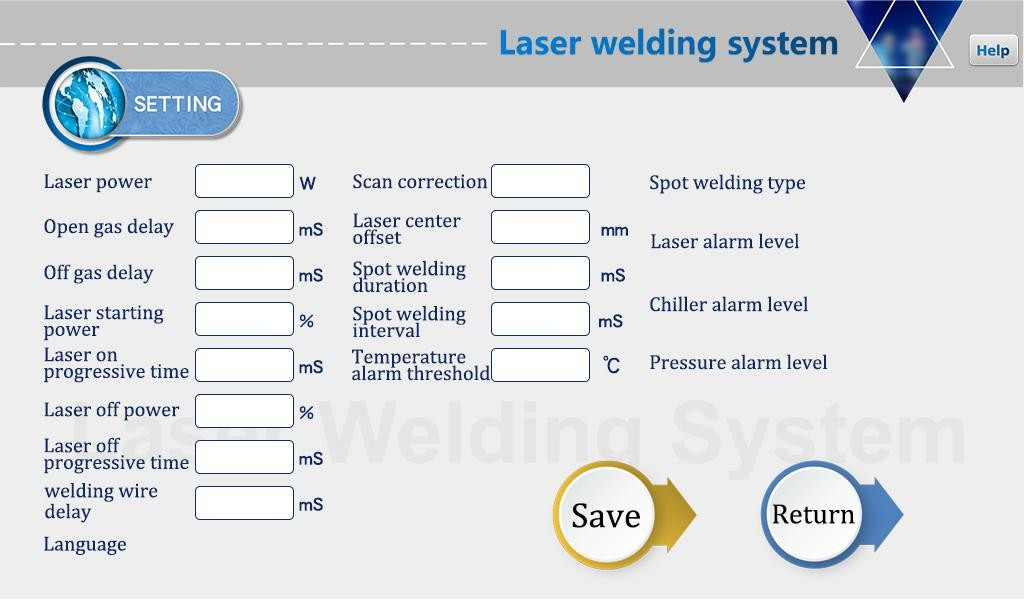
1 กำลังเลเซอร์คือกำลังสูงสุดของเลเซอร์ที่ใช้
2.สวิตช์หน่วงเวลาอากาศมีค่าเริ่มต้นอยู่ที่ 200ms และช่วงคือ 200ms-3000ms
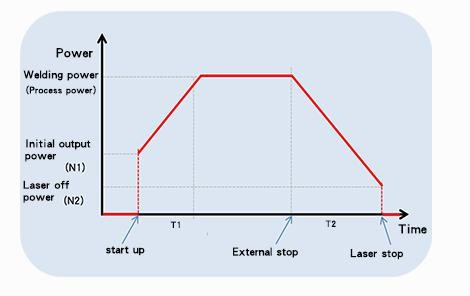
3 เมื่อเปิดไฟ ไฟจะค่อยๆ เพิ่มขึ้นจาก N1% ของกำลังกระบวนการเป็น 100%เมื่อปิดไฟแล้วจะค่อยๆ เพิ่มจาก 100% ของกำลังกระบวนการ
ถึง N2;(ดังแสดงในรูปด้านล่าง)
④การชดเชยความล่าช้าในการป้อนลวดคือเวลาล่วงหน้าของการป้อนลวดที่สัมพันธ์กับสัญญาณไฟ ซึ่งสามารถใช้ร่วมกับฟังก์ชันการถอนออกได้
⑤เกณฑ์การเตือนอุณหภูมิสูงสุดคือ 70°Cเมื่อตั้งค่าเป็น 0 จะไม่สามารถตรวจพบการเตือนอุณหภูมิได้
⑥ช่วงค่าสัมประสิทธิ์การแก้ไขการสแกน 0.01 ~ 4 ความกว้างของเส้นเป้าหมายค่าสัมประสิทธิ์/ความกว้างของเส้นการวัด: โดยทั่วไป 1.25
⑦ระยะเยื้องศูนย์เลเซอร์ -3~3 มม. ลดขนาดและเลื่อนไปทางซ้าย เพิ่มและเลื่อนไปทางขวา
⑧สัญญาณระดับสัญญาณเตือนเป็นค่าเริ่มต้น และสามารถเปลี่ยนสัญญาณเตือนแบบมีชิลด์เป็นการตรวจจับระดับที่เกี่ยวข้องได้โดยตรง
⑨ระยะเวลาการเชื่อมแบบจุดคือเวลาเปล่งแสงหลังจากเหนี่ยวไก นั่นคือแม้ว่าจะปล่อยปุ่มแล้ว แสงจะยังคงปล่อยออกมาตามเวลาที่ใช้ (เวอร์ชัน V3.3 เป็นฟังก์ชันด้านบน)
⑩ช่วงเวลาการเชื่อมจุดคือเวลาไฟหยุดระหว่างการเชื่อมสองจุดหลังจากดึงปุ่มทริกเกอร์ (เวอร์ชัน V3.3 และฟังก์ชันข้างต้น)
⑧คลิกปุ่มช่วยเหลือที่มุมขวาบนเพื่อรับคำอธิบายพารามิเตอร์ที่เกี่ยวข้องเพิ่มเติม
การตรวจสอบอินเทอร์เฟซหลัก
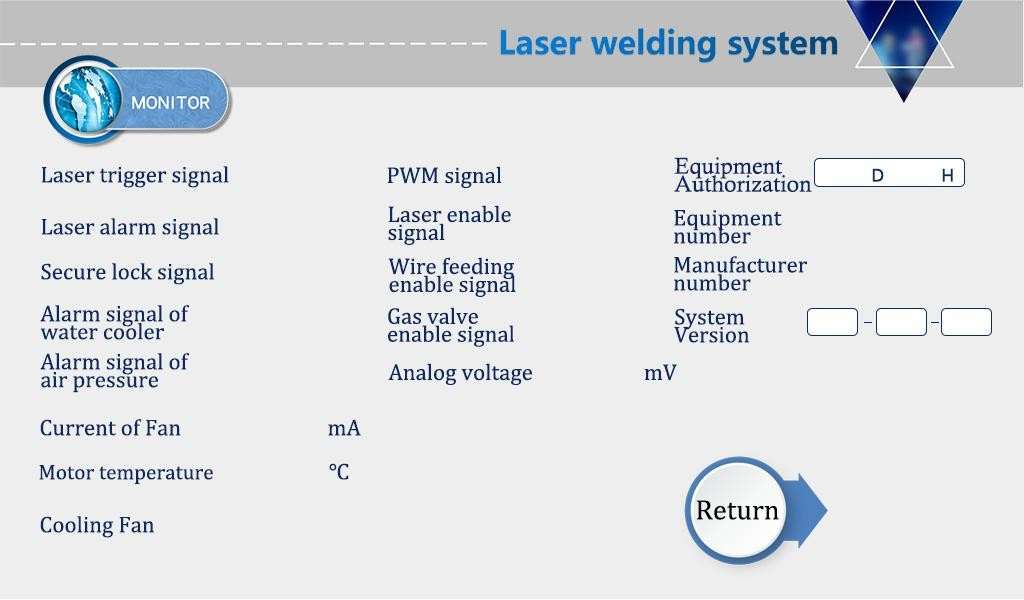
อินเทอร์เฟซนี้แสดงสถานะของสัญญาณการตรวจจับและข้อมูลอุปกรณ์แต่ละรายการ
คลิกที่การอนุญาตอุปกรณ์เพื่อเข้าสู่อินเทอร์เฟซเวลาใช้งานที่ได้รับอนุญาต หลังจากป้อนรหัสผ่านระบบจะได้รับอนุญาตสำหรับเวลาการใช้งาน
วิธีการเข้ารหัสและการถอดรหัสการอนุญาตจะเหมือนกัน:
วิธีการถอดรหัสระบบ (Apple)SUP21S เป็นวิธีอัปเดตของ SUP20S ซึ่งเบากว่าและมีประสิทธิภาพมากกว่า